HAUPA cable connections with insulated
cables, maximum power loads
Core cross-section Duct-laid Multi-core
Exposed air laid
mm²
single core
cables
single core
cables
(gap corresponds
to diameter
at the least)
CU
AL CU
AL CU
AL
(A)
(A) (A)
(A) (A)
(A)
0,75
-
-
12 -
15
-
1
11 -
15 -
19
-
1,5
15 -
15 -
19
-
2,5
20 -
26 -
32
-
4
25 -
34 -
42
-
6
33 -
44 -
54
-
10
45 -
61 48
73 57
16
61 48
82 64
98 77
25
83 65 108 85
129 103
35
103 81 135 105
158 124
50
132 103 168 132
198 155
70
165 -
207 163
245 193
95
197 -
250 197
292 230
120
235 -
292 230
344 268
150
-
-
335 263
391 310
185
-
-
383 301
448 353
240
-
-
453 357
528 414
300
-
-
504 409
608 479
400
-
-
-
-
726 569
500
-
-
-
-
830 649
Valid at ambient temperatures of 30 degrees Celsius
INFO
Instructions
1. The choice of the connector
In order to obtain a connection that can be guaranteed for a long time
it is necessary to select the connectors suitable to the application field
and strictly conform to the section of the cable to be crimped.
In the large range of Haupa products you will certainly find the ideal
solution for every requirement.
2. Stripping
Every crimping operation requires first that the cable is stripped without deforming
the wires (+10% - since length expansion of crimp sleeve).
3. Cleaning
The conductor ends have to be solidly cleaned from
oxidation and every rest of dirt before mounting.
4. Assembling
a) Fit the connector to the cable with a round section
in the complete lenght of the stripped area.
b) Verify that there are no wires outside the connector.
If you need to use sectoral cables you must arrange
a previous rounding crimping operation of the cable.
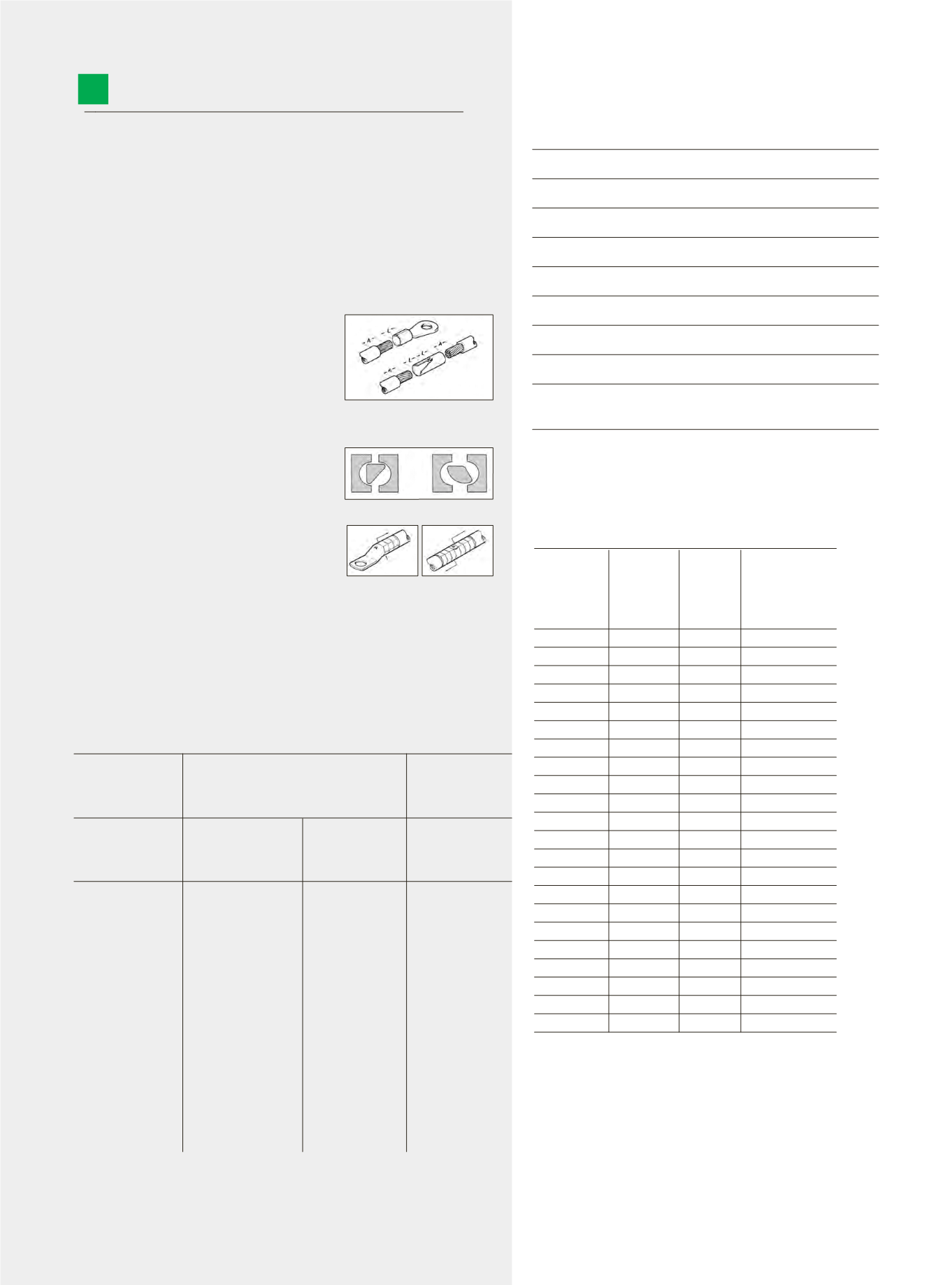
5. Choice of the crimping tool
All dies and punchings of the Haupa crimp system
guarantee a high degree of connection between
connector and cable. Exercise the crimping
operation as shown in drawing 1 on the terminals
and as drawing 2 on the butt connectors. The elevated
pressure exerted by dies on terminals cause a uniform
deformation on the whole crimping area.
6. Caution
For aluminium cables shoes and connectors, excess, escaped pressing addi-
tives must be wiped away.
7. Tensile strength
When correctly processed in accordance with the HAUPA pressing instructions
and using HAUPA pressing tools, a tensile strength is ensured in accordance
with DIN EN61238-1.
A = L
Temperature resistance
Connector
Temperature
Cable lugs & connectors copper
max.120° C (in acc. to DIN 46234)
Cable lugs & connectors aluminium max.120° C (in acc. to IEC 61238 )
Cable lugs & connectors of pure nickel max. 500° C
End sleeves without insulation
max. 120° C (in acc. to DIN 46234)
End sleeves insulated
max. 105° C
Insulated terminals PVC
- 10° C --> + 75° C
Insulated terminals Nylon
- 55° C --> + 105° C
Shrinking terminals
- 55° C --> + 105° C
Socket sleeves male & female,
tin-coated brass, uninsulated
- 55° C --> + 100° C
90°
120°
Pressing number for HAUPA conduit terminals and connectors
HAUPA
HAUPA
standard tubular cable lugs
F-Type
"commonly-available version"
tubular cable lugs
VDE 0295 class 2
Cable class 5 / 6
conductor cross section
quantity
quantity
quantity
CSS
crimpings
crimpings
crimpings
slim
wide
5 mm
> 8 mm
0,75
1
-
-
1,5
1
-
-
2,5
1
-
-
4
1
-
-
6
1
-
-
10
1
1
-
16
1
1
1
25
2
1
1
35
2
1
1
50
2
1
1
70
2
1
1
95
2
1
1
120
2
1
1
150
2
1
2
185
2
1*
2
240
4
2
2
300
4
2
2
400
4
2
-
500
4
2
-
625
4
2
-
* when using the four thorn pressing, number of pressings:
AD300-6, SD300-6, HD300-6, KD300-6 /
AD400-6, SD400-6, HD400-6, KD400-6
(page 69 - 70)


